




There are no products in the cart!

| Model | Capacity | Cold Hoppers | Dry Dust Collector | Drying Drum (Diameter x Length) | Hot Bins | Mixer / Pugmill |
|---|---|---|---|---|---|---|
| LB600 | 48 t/h | 3 × 8 m³ | 240 m² | 1.74 × 6.5 m | 7 m³ | 600 KG |
| LB800 | 64 t/h | 3 × 8 m³ | 320 m² | 1.74 × 6.5 m | 7 m³ | 800 KG |
| LB1000 | 80 t/h | 4 × 8 m³ | 360 m² | 1.75 × 7 m | 12 m³ | 1000 KG |
| LB1200 | 96 t/h | 4 × 8 m³ | 440 m² | 1.75 × 7 m | 12 m³ | 1200 KG |
| LB1500 | 120 t/h | 4 × 8 m³ | 510 m² | 1.95 × 8 m | 25 m³ | 1500 KG |
| LB2000 | 160 t/h | 5 × 8 m³ | 650 m² | 2.25 × 9 m | 28 m³ | 2000 KG |
| LB3000 | 240 t/h | 6 × 8 m³ | 920 m² | 2.5 × 10 m | 50 m³ | 3000 KG |
| LB4000 | 320 t/h | 6 × 8 m³ | 1200 m² | 2.7 × 10 m | 50 m³ | 4000 KG |
| LB5000 | 400 t/h | 6 × 8 m³ | 1500 m² | 3 × 12 m | 80 m³ | 5000 KG |


The drying drum is integrated with a burner and a baghouse dust collector. The drum is constructed from wear-resistant alloy materials, while the riding rings and trunnion rollers are manufactured through a forging process. The exterior surface of the drying drum is insulated with aluminum-silicate wool and encased in stainless steel sheeting to minimize heat loss and enhance environmental protection efficiency.
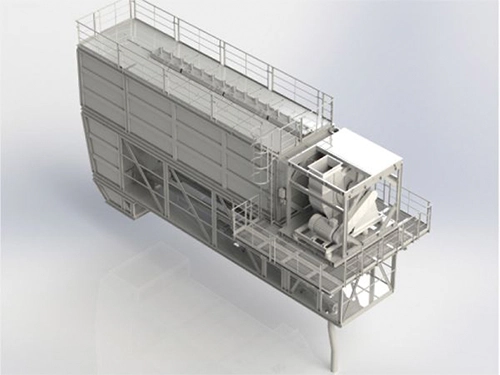
The dust collection system is designed to be installed above the drying drum, significantly saving floor space while effectively minimizing heat loss within the air duct system. The modular design of the dust collection system allows for easier transportation and installation.
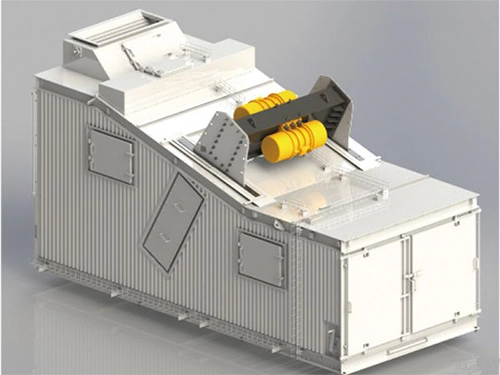
The vibrating screen utilized in this asphalt mixing plant is an Italian-brand linear motion vibrating screen, featuring a dual vibration drive to ensure smooth and maintenance-free operation. The screen mesh can be easily replaced via a push-and-pull mechanism. The vibrating screen body is equipped with an insulation layer to improve energy efficiency and reduce noise levels.
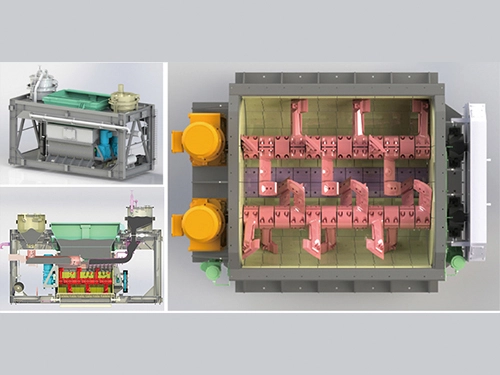
The twin-shaft paddle mixer, or pugmill mixer, utilizes two horizontal rotating shafts equipped with several paddles to blend asphalt and aggregates within the mixing chamber. The optimized arrangement of the mixing blades on both shafts significantly improves the system’s mixing efficiency while ensuring the reliability and stability of the equipment. Each access door is equipped with safety locks to protect operators. A thermal oil jacket is provided to ensure superior heat retention. Connections for introducing additives are also included.

Our self-developed atomizing burner achieves an optimal air-to-fuel ratio by precisely controlling oil pressure and frequency digitally. This allows the flame size to be perfectly matched to the drum’s parameters, effectively reducing fuel consumption. The integrated control system of the burner and mixer ensures easy, safe, and reliable operation. Fuel options include Diesel, heavy oil, or natural gas.
This system features a modular design for easy installation. A diaphragm piston pump delivers high-pressure water as a foaming agent into the asphalt, forming micro-bubbles when the water mixes with the bitumen. These micro-bubbles are maintained throughout the mixing process until paving and compaction, significantly reducing fuel consumption.
Redundant dual control combined with a PLC system provides greater reliability, safety, and convenience for automatic operation.
The control system is configured with fault alarm functions, automatic diagnostics, real-time monitoring, and remote maintenance to ensure easier and safer operation.












